
What is Conformal Coating Made Of?
Conformal coatings are generally made of a polymeric resin and, when necessary, thinned in one or more solvents, thus allowing the material to dispense and flow properly.
The best type of resin to choose depends on the required protection needed for the electronic device and the particular environment it will be located. Method of application, ease of repair, and rework are also important factors to consider.
Typical Conformal Coatings
“Typical” conformal coatings are 1-part systems that have a resin base, and maybe diluted with either solvent or (in rare cases) water. These coatings are semi-permeable, so do not fully water-proof or seal the coated electronics. The coatings protect from environmental exposure, which improves the durability of the electronic devices, and is still practical to apply and repair.
Coatings are categorized by their base resin:
- Acrylic Resin (AR) – AR coatings are relatively economical, provide good overall protection, and are easy to apply and repair. They have high dielectric strength, and fair moisture and abrasion resistance. Acrylic coatings are easily and quickly removed by a variety of solvents, often without the need of agitation. This makes rework and even field repair both practical and economical. That being said, acrylic coatings are not effective at protecting against solvents and solvent vapors, like jet fuel fumes common in aerospace applications.
Konform AR Acrylic Conformal Coating is easy to use, offers great protective properties, and is both IPC-CC-830B and UL certified. - Silicone Resin (SR) – Silicone conformal coating provides excellent protection in a very wide temperature range. SR provides good chemical resistance, moisture and salt spray resistance, and is very flexible. Silicone conformal coating is not abrasion resistant because of its rubbery nature, but that property makes it resilient against vibrational stresses. Silicone coatings are commonly used in high humidity environments for applications such as outdoor signage. Removal can be challenging, requiring specialized solvents, long soak time, and agitation from a brush or an ultrasonic bath.
Chemtronics offers Konform SR Silicone Coating, which provides great protection and flexibility. It is based on Dow 1-2577 resin, and is both IPC-CC-830B and UL certified. Konform SR-X is a harder, clearer, new silicone coating with great salt-spray testing performance. Konform LED is a silicone conformal coating that is optically clear, so it can be applied directly over LEDs without causing a reduction in light intensity or color shift. - Urethane (Polyurethane) Resin (UR) – Urethane conformal coatings are known for their excellent moisture and chemical resistance. They are both abrasion-resistant and solvent-resistant, which results in coatings that are very difficult to remove. Like silicone, full removal generally requires specialized solvents, long soak time, and agitation from a brush or an ultrasonic bath. Urethane conformal coatings are commonly specified for aerospace applications where exposure to fuel vapors is a common concern. Chemtronics does not offer any urethane coatings.
Is Conformal Coating Necessary?
Whether or not coating is required depends on the environment the electronics will be used in, the sensitivity of the electronics, and the durability required. Mission critical, IPC class 3 devices are more likely to be coated because of their critical nature. The increased popularity surrounding electronic miniaturization and wearable electronics has led to a higher demand for the extra protection and reliability offered by conformal coating.
Is Conformal Coating Waterproof?
Typically, conformal coatings are not waterproof. These coatings are semi-permeable, so do not fully water-proof or seal the coated electronics. They protect from environmental exposure, improving the durability of the electronic device, while still being practical to apply and repair. The exception to this are parylene coatings, 2-part epoxy coatings, and potting compounds. Parylene coatings, epoxy coatings, and potting compounds are not offered by Chemtronics, so they are outside of the scope of this article.
How Do You Apply Conformal Coating?
The following factors should be considered when developing a conformal coating application process:
- Production throughput requirements – The prep work needed and speed of the coating process can drive the production method.
- Board design requirements – Lots of connectors, solvent sensitive components, and other variables can affect the process.
- Equipment requirements – If a coating is only sporadically required, specialized and expensive equipment may not be practical.
- Pre-coating processing – Masking or taping before coating in order to prevent accidental coating of unintended surfaces.
- Quality requirements – Mission critical electronics that require a high degree of reliability will require more automated and repeatable application methods.
Common application methods for conformal coatings:
- Manual spraying – For low volume production when capital equipment is not available, conformal coating can be applied by an aerosol can or handheld spray gun. This can be time-consuming and may need to be masked. Also, quality and consistency of outcome is operator-dependent, so variations are common from board to board.
- Automated spraying – Programmed spray systems can move PCBs on a conveyor under a reciprocating spray head.
- Selective coating – An automated spray system can actually be programmable, with a robotic spray nozzle applying the conformal coating to specific areas on the PCB. This is popular for high volume assembly because it eliminates the laborious masking process.

- Dipping – This is a popular conformal coating method for high volume assembly. Masking is usually necessary before PCBs are coated. Dipping is only practical when coating both sides of the board. Immersion speed, withdrawal speed, immersion time, and viscosity determine the resulting film formation.
- Brushing – Brushing is used mostly for repair and rework. Conformal coating is brushed onto specific areas on the board, not generally the entire PCB. While low-cost, brushing is both a labor intensive and highly variable method, so it more appropriately suits small production runs.
How Thick Should I Apply Conformal Coating?
Conformal coatings are generally very thinly applied, which provides the best protection possible, but minimizes heat entrapment, excess weight, and other issues. Typically, conformal coating is applied between 1 to 5 mils (25 to 127 microns).
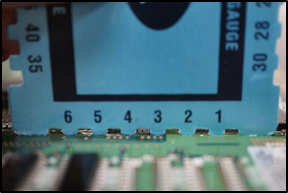
There are three main ways to measure the thickness of a conformal coating:
- Wet film thickness gauge – Wet film thickness can be measured directly by using gauges that have a series of notches and teeth – each tooth having a calibrated length. The gauge is placed directly into the wet film, and the measurement is then multiplied by the percent-solids of the coating to approximate dry coating thickness.
- Micrometer – Measurements are taken on the PCB at several locations before and after coating. The cured coating thickness is subtracted from the uncoated measurements and divided by 2, providing the thickness on one side of the board. The standard deviation of the measurements is then calculated to determine the uniformity of the coating. This type of measurement is most accurate on hard coatings that do not deform under pressure.
- Eddy current probes – A test probe is used to directly measure the thickness of a coating by creating an oscillating electromagnetic field. The thickness measurements are non-destructive and very accurate, but can be limited depending on the availability of a metal backplane or metal under the coating, and the open contact area available on the test sample. Without metal below the test area, no measurements will be made. If the probe does not sit flat on the test area (i.e. a highly populated PCB), readings will be inaccurate.
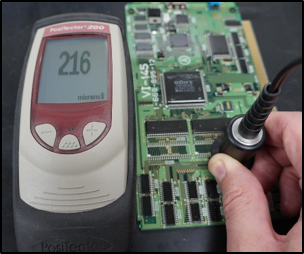
- Ultrasonic thickness gauge – It measures coating thickness using ultrasonic waves, so it does not need a metal backplane like eddy current probes. Thickness is calculated from the time sound waves take to travel from the transducer, through the coating, onto the surface of the board, and then back through the coating to the transducer. A conductive medium, like propylene glycol or water, is needed to provide good contact with the surface. This is generally considered a non-destructive test unless there is a concern with the conductive medium affecting the coating.
How Long Does It Take For Conformal Coating To Dry?
Conformal coating can take from seconds to days in order to cure, depending on the type of resin, curing method, and thickness of the coating. There are several types of curing mechanisms available, depending on the type of resin chosen:
- Evaporative Cure Mechanism – Liquid carrier evaporates, and what is left behind is the coating resin. This curing method is typically combined with another mechanism like moisture cure. PCBs can generally be handled within an hour, but it will take days to fully cure – when the coating resembles its final properties.
- Moisture Cure – Primarily found in silicone and some urethane systems. The coating resin reacts with ambient moisture to form the polymer coating. Moisture curing is often combined with evaporative curing. As carrier solvents evaporate, moisture reacts with resin to initiate final curing. PCBs can generally be handled within a few minutes to an hour, but it will take days to fully cure – when the coating resembles its final properties.
- Heat Cure – Heat cure mechanisms can be used with either single or multicomponent systems as a secondary cure mechanism for UV cure, moisture cure, or evaporative cure. The addition of heat will cause the system to polymerize, or accelerate the cure of the system. This helps when one cure mechanism is insufficient to gain the cure properties required or expected.
- UV Cure – Coatings that are cured by ultraviolet light offer very fast production throughputs. They are 100% solid systems with no carrier solvents. UV curing is line‐of‐site, so a secondary curing mechanism is needed under components and in shadow areas. Cure time is near instantaneous when exposed to UV, but may take days to fully cure in shadowed areas.
How Do You Remove Conformal Coating?
You may be required to remove a conformal coating from the PCB to replace damaged components or other types of rework. The basic methods as cited by IPC are:
- Solvent Removal – While most conformal coatings can be dissolved in solvent, you should make sure the specific solvent used will not damage parts or components. Acrylic is the fastest and easiest coating to remove with solvent. Silicone and urethane coatings will take more soak-time and will probably require brushing to fully remove the coating. Chemtronics offers Electro-Wash Two Step, which when heated, quickly removes acrylic, silicone, and urethane coatings. For projects that require more precision, CircuitWorks Conformal Coating Remover Pen is available to dissolve small areas of coating.
- Peeling – Some conformal coatings can be peeled from the circuit board. This is mainly a characteristic of some silicone conformal coatings and some flexible conformal coatings.
- Thermal/Burn-through – A common technique of coating removal is to simply burn through the coating with a soldering iron as the board is reworked. This method works well with most forms of conformal coatings.
- Microblasting – Micro blasting removes the conformal coating by using a concentrated mix of soft abrasive and compressed air to abrade the coating. This process can be used to remove small areas of the conformal coating. It is most commonly used when removing Parylene and epoxy coatings.
- Grinding/Scraping – In this method, the conformal coating is removed by abrading the circuit board. This method is more effective with harder conformal coatings, such as parylene, epoxy, and polyurethane. This method is only used as a method of last resort, as serious damage can be incurred.
What Type of Industry Certifications Are Available for Conformal Coatings?
Certifications are used to separate conformal coatings from general-purpose varnishes and shellacs. There are dozens of user and industry specifications, but the two major certifications are most commonly referenced:
IPC-CC-830B / MIL-I-46058C
This standard originated with the military standard MIL-I-46058C, which became obsolete in 1998. The civilian version IPC-CC-830B is nearly identical – if a board passes the IPC spec it should also pass the MIL spec., and vice versa. IPC-CC-830B is a battery of tests that includes appearance, insulation resistance, UV fluorescence, fungus resistance, flexibility, flammability, moisture and insulation resistance, thermal shock, and hydrolytic stability. All Chemtronics Konform coatings are IPC-CC-830B certified.
UL746E
Underwriters Laboratories (UL) is considered a credible and reliable safety certification body worldwide, and UL certification is commonly required for consumer goods. UL746E tests for both the electrical safety and flammable safety of coated electronics. For electrical safety, there is a battery of tests similar to IPC-CC-830B, but with a cycling current load to constantly measure the failure of the isolative properties of the coating. The flammability test uses the UL94 standard like IPC-CC-830B, which involves attempting to light the cured coating with an open flame, then observing the sustainability of the flame.
Once a coating has passed UL746E, it can be registered with UL and assigned a registration number. Products certified and registered to UL746E standards can include the UL symbol (which looks like a backward “UR”). To maintain the registration, a coating must be retested annually.
Konform AR Acrylic Conformal Coating and Konform SR Silicone Coating are both certified and registered for UL746E.
What Are The Most Common Conformal Coating Defects?
The following are the most common conformal defects (photos courtesy of NPL):
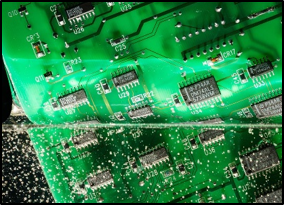
- Dewetting – Caused by contamination on the substrate that is incompatible with the coating (e.g. flux residues, process oils, mold release, and fingerprint oils). Think of this as putting a drop of detergent in oily water – the oil immediately moves away from the single drop. Cleaning the substrate thoroughly prior to coating application will generally fix this problem.
 Delamination – An area of the coating loses adhesion to the substrate and can lift from the surface. Similar to dewetting, it is most often caused by a contaminated surface. Proper cleaning can take care of this issue. Another cause is insufficient tack time between coats. The solvent has not had the proper time to flash off prior to the next coat.
Delamination – An area of the coating loses adhesion to the substrate and can lift from the surface. Similar to dewetting, it is most often caused by a contaminated surface. Proper cleaning can take care of this issue. Another cause is insufficient tack time between coats. The solvent has not had the proper time to flash off prior to the next coat. Air bubbles – Air can be introduced into the coating as you mix or form the spray system. Brushing can also entrain air bubbles into the coating when there is insufficient tack time between coats.
Air bubbles – Air can be introduced into the coating as you mix or form the spray system. Brushing can also entrain air bubbles into the coating when there is insufficient tack time between coats. 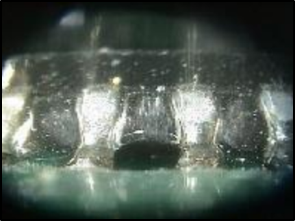 More bubbles and voids – The majority of bubbles are caused by trapped solvent which vapors through the coating layers. If the coating layer is too thick or if the coating goes into accelerated (heat) cure too quickly, the coating surface will skin over while there is still solvent underneath that is vaporizing up, causing bubbles in the top layer.
More bubbles and voids – The majority of bubbles are caused by trapped solvent which vapors through the coating layers. If the coating layer is too thick or if the coating goes into accelerated (heat) cure too quickly, the coating surface will skin over while there is still solvent underneath that is vaporizing up, causing bubbles in the top layer.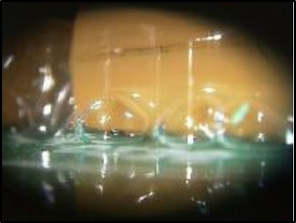 Fisheyes – small circular area, highlighted by a “crater” in the center, usually seen during spray application or shortly thereafter. This can be caused by entrained oil or water in the sprayer air system and is commonly seen when using shop air. Prevention comes in the form of a well-maintained filtration system to scrub any oil or moisture from entering the sprayer.
Fisheyes – small circular area, highlighted by a “crater” in the center, usually seen during spray application or shortly thereafter. This can be caused by entrained oil or water in the sprayer air system and is commonly seen when using shop air. Prevention comes in the form of a well-maintained filtration system to scrub any oil or moisture from entering the sprayer.- Orange peel – This looks exactly what the term implies – an uneven, mottled appearance. When using a spray system, if the air pressure is too low, uneven atomization produces a texture similar to that of an orange peel. If using a thinner in the spray system to reduce the viscosity, an incorrect choice of thinner can cause the coating to evaporate too quickly, preventing it from taking the adequate time to properly level out.. Another cause is applying too many heavy wet coats – go back and reset the sprayer parameters and adjust the spray technique accordingly.
- Cracking/crazing – Highlighted by long cracks or areas of smaller cracks (crazing). This is usually caused by excessive film thickness or insufficient time between overcoats. If curing with heat acceleration, exposing the wet film to excessively high temperatures can also lead to both cracking and crazing. A staged evaporation rate is always desired, so you may need a lower temperature for a longer period of time. Some coatings recommend a two-step accelerated cure where a lower temperature for a short amount of time is called for, followed by a time of increased temperature. This allows the more volatile solvent to evaporate at a slower rate, then the slower ones such as the tailing solvent are flashed off at the higher temperature.